


Star Trace’s Mineral Ore Dressing Laboratory provides a wide range of ore beneficiation research services for the mining industry. It offers a unique platform for the development and testing of energy saving, low- environmental-impact crushing, grinding and concentration processes. The lab is equipped to develop mineral processing methods anywhere along the beneficiation chain from mineralogical analysis to dealing with tprocess waste. Moreover, testing of promising methods can readily be ramped up from bench-scale to pilot-scale test campaigns – a capability virtually unmatched elsewhere in the world.
We are specialized in scaling up of Lab Scale to Bench Scale Plant, Bench Scale to Pilot Scale Plant and Pilot Scale to Commercial Scale Plant. We have formulated many proprietary mineral processing technologies with the support of our R&D department in last two decades.

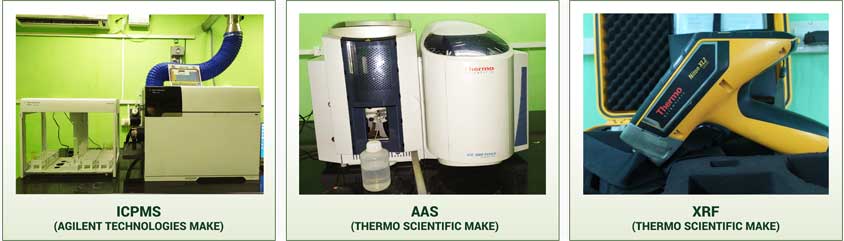
Our process mineralogy focus has made us a leader in mineralogical analysis in the development of concentration methods. Our new proprietary technology has opened new possibilities to characterize products of concentration and smelting, environmental samples, as well as to assist in ore exploration and mine planning.
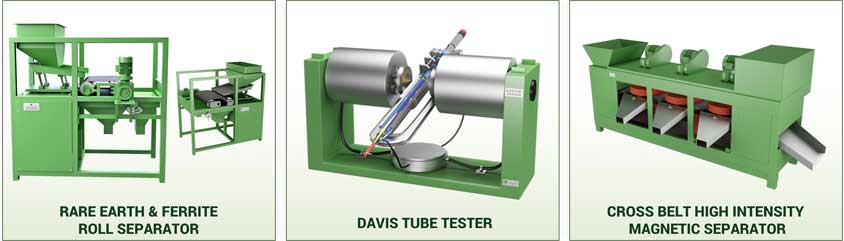
Process chemistry studies consider such sample properties as hydrophobia and electrode potential, as well as grindability and amenability to concentration processes. In addition to floatation methods, the laboratory has extensive experience with gravity separation, magnetic separation as well as dewatering and filtering methods, all of which can be tested for at pilot scale. Minerals not conducive to traditional concentration methods can often be separated by hydrometallurgical methods (normal and high-pressure leaching). Bioleaching has been exploited extensively in concentration of base metals.
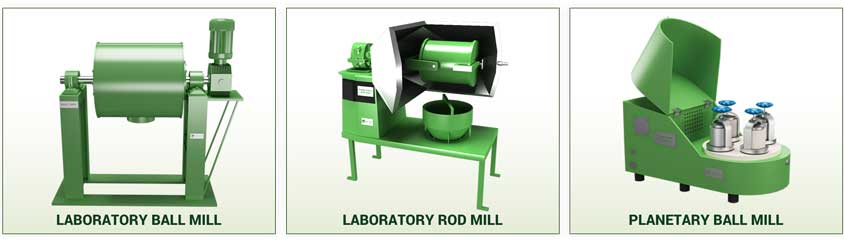
The pilot plant allows study of many aspects of ore handling and concentration, including crushing, grinding, classification, gravity separation, dense media separation and magnetic separation, foam flotation and dewatering. As each aspect of beneficiation is optimized, it is incorporated into an efficient overall process. Advanced process control and data logging allow for automation of most aspects of the process. The pilot plant has a feed capacity of 0.5–5 tons per hour, so campaign results at pilot scale are typically sufficient to give an accurate idea of the concentration process yield and economic performance at full scale. The typical sample size used for a series of grindability and floatation tests is 100–300 tons.
Existing operations can also be simulated at the pilot-scale to evaluate new equipment or technology, assess the impact of different ore types or troubleshoot problems without interrupting production at the main plant.














FLY ASH- ADD ON PILOT PLANT(IN - HOUSE)
M/S. Star Trace Solutions Pvt. Ltd. (STSPL), REDHILLS, CHENNAI, TAMILNADU
Our privilege day and milestone day happened on 27.2.2019. Our Honorable Dr. V.K SARASWAT – Honorable Member Niti Aayog visited our pilot plant along with NTPC GM . The honorable guests addressed the operation of Fly Ash Pilot Plant which produced Heavy Rare Earth Elements (HREES), Light Rare Earth Elements (LREES) and Fe Concentrate. The visit was followed by a Press Conference where Dr. Saraswat addressed the media.

COPPER ORE TAILING BENEFICIATION PILOT PLANT
M/S. Hindustan Copper Limited (HCL), Khetri Copper Complex (KCC) at Khetrinagar, Rajasthan
Design, Installation, Commissioning and operation of 200 TPD pilot scale plant for recovery of minerals & materials from copper ore tails at Khetri Copper Complex, M/s. HCL. Following are the minerals recovered from COT; Magnetite Concentrate, Copper Concentrate, Precious metal Concentrate (Gold & Silver), Micronutrients, Silica Sand, PG Metals.