STAR TRACE SOLUTIONS PRIVATE LIMITED (STSPL) have immense knowledge in Waste to Wealth process with Latest Proprietary/Patented Online Technologies to recover valuable minerals and Precious Metals Recovery from all types of Tailings like Gold Ore Tailing, Copper Ore Tailing, Diamond Ore Tailing, Titanium Ore Tailing, Red mud and fly ash. Star Trace Solutions Private Limited have innovative Turnkey solutions for the minerals processing industries.
We had already established our Patent/ Proprietary technology as EPC Contractor for one of the nation’s prestigious project of waste to wealth from Copper Ore Tailings. We are one of the leading manufacturer and supplier of Ferrite and Rare Earth Permanent Magnet equipment’s in India.

More than 400 indigenous products mainly using rare earth magnets, developed and introduced by star trace and which has been used in various industries for past quarter a century like food, minerals, pharma, chemicals, agriculture glass, automobile industries etc., ISRO (Indian space Research Organization), Southern Railways, ECIL (Electronics corporation of India Limited),Department of Space ( DOS), IGCAR Kalpakkam, SAIL, BHEL and BEML are also our valuable customers for the magnets and magnetic equipment. We are also supplying the magnets to automobile manufacturer like Hyundai, Ford etc.
We have regular customers in more than 30 countries internationally, which spread all over Asia, Africa, America, Europe and Australia continents. Now we are concentrating on the Former Soviet Republic countries. We have experience in setup of Rare Earth magnet manufacturing plant. We are in the process of more than two decades of R&D in magnet manufacturing, magnetic equipment and Rare Earth minerals recovery from secondary sources. We are setting up Rare earth magnet pilot plant at our premises, which has been visited by NITI AAYOG TEAM. We have latest proven technology to recover rare earth elements from Fly Ash & Red Mud which has been visited by NITI AAYOG TEAM. Enclosed the Brief report about our magnet manufacturing facility.
We are specialized in scaling up of lab scale to bench scale plant, bench scale to pilot scale plant and pilot scale to commercial scale plant. We have formulated many proprietary mineral processing technologies with the support of our R&D department in last two decades.
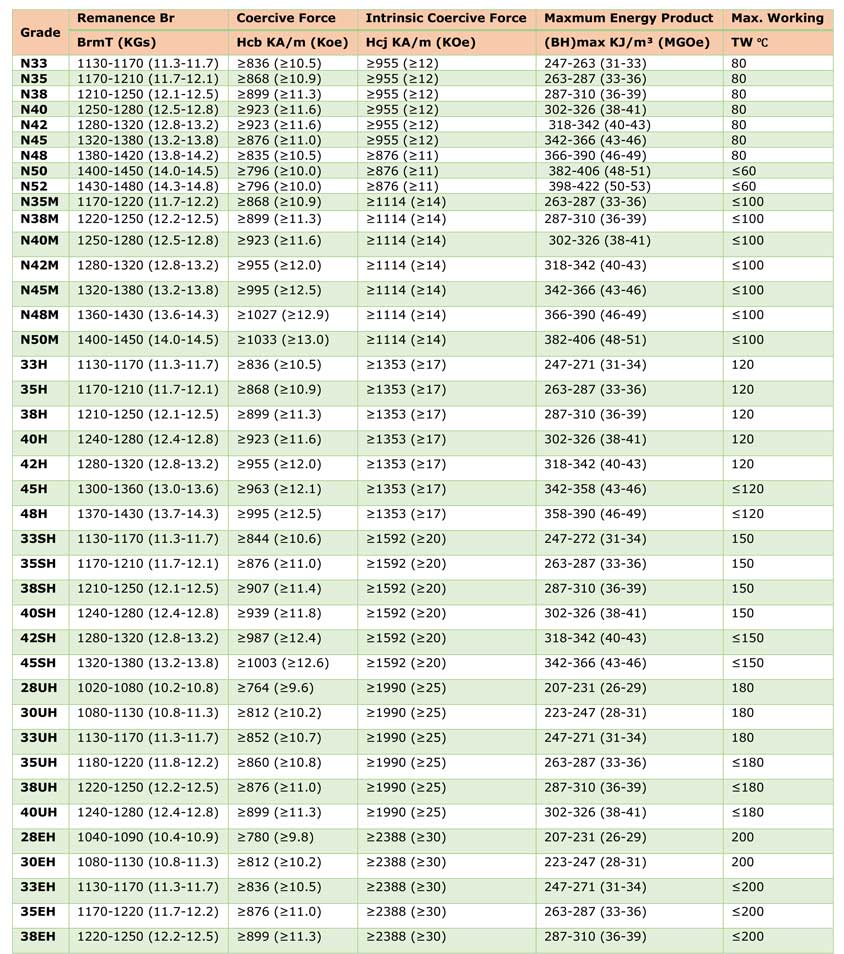
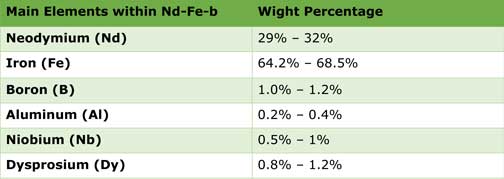
Neodymium magnets are produced in grades ranging from N28 to N55. Starting with the correct raw material mix is critical to get the desired result of Br, Hci, Hcb and BHmax.
After the proper combination of materials is weighed and confirmed, the melting process awaits. All of the materials are processed so all materials are melted together to turn the solid raw materials into a molten liquid. Once turned into a liquid, all the materials have been combined to form liquid form of the magnetic materials.
Described above occurs in a vacuum induction furnace. The products are heated by creating electrical eddy current through it, all in a vacuum keep contaminants out of the reaction.
Once the melting process is complete and the materials are completely combined, the molten liquid will be cooled quickly by pouring into a cold rotating drum. This proceed is know as Strip Casting. This rapidly cools the molten liquid and turns it into Flakes of material. Each flake is now a combination of the raw materials.

Contained impurities is melted by high frequency melting furnace to form a molten alloy. The molten alloy is kept at 1350°C and cooled by single chill roll method, to obtain alloy strips (Flakes) having a thickness of about 0.1 to 0.3 mm. The cooling process is performed under the conditions of roll circumferential velocity of about 1m/sec, a cooling rate 500°C per sec, and sub cooling 200°C. The rapidly solidified alloy is crushed to smaller flakes having a size of 1 to 20 mm.
Hydrogen Decrepitation (HD) is a method that prepares strip cast materials (Flakes) for Jet milling. This process breaks apart the flakes to make them more like powder, ranging in size, approx. 250-300 microns. During Hydrogen Decrepitation the strip cast (Flakes) of Neodymium material are placed in a chamber and subjected to an infusion of hydrogen that breaks the flake apart without damaging the materials.

Hydrogen Decrepitation (HD) is a method that prepares strip cast materials (Flakes) for Jet milling. This process breaks apart the flakes to make them more like powder, ranging in size, approx. 250-300 microns. During Hydrogen Decrepitation the strip cast (Flakes) of Neodymium material are placed in a chamber and subjected to an infusion of hydrogen that breaks the flake apart without damaging the materials.
Making neodymium magnet requires that the powder size is very small, usually around 5 microns. In the jet milling the flakes from the HD process are placed in a jet mill system where they are spun in a tornadic process. As the flakes collide, they gently break apart and become smaller without damage to the material. Once the particle size is around 5 microns, they are able to pass through a screen and into a vessel that looks like a time capsule that is void of oxygen so that the powder does not oxidize. These 5-micron particles are now ready for the next step, Pressing. Since oxygen is the enemy of neodymium magnets, it is critical to keep this powder away from any form of oxygen.

Controlling over Jet Milling
Controlling the pressure, Jet milling turning speed and powder feeding speed at the appropriate level will centralize the power particles distribution. Using this technique improve the average size of each particle with the goal to make them identical. Having a consistent size of magnetic powder is required for coercive force and corrosive resistance. Similar size of powder leads to similar microchip during sintering process. 5-10 microns is considered to be industrial standard in common.
Controlling Over Low Oxygen
Oxygen produces oxidizes within the rare earth material. Controlling the oxygen level is important keeping it at extremely low levels ideally below 200 ppm is required in order to produce stabilized high-grade magnets.
Once Jet Milling is complete the result is a vessel full of “flour-like” powder that is ready to be pressed. This step is two (2) processes in one (1): Pressing and Orientation of the material. Here is where there is a misconception about magnets. The common thinking is that the magnet will be pressed to the exact size and shape defined on a customer drawing. The reality is that pressing produces blocks or cylinders that are large enough to be machined into smaller sizes.
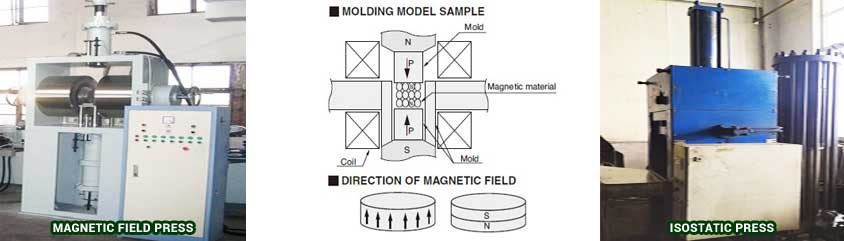
Magnetic Field Press
As the block or cylinder is being pressed a magnetic field is applied during pressing. The purpose of this magnetic field is to define the direction of orientation inside of the material.
While this block of material is now magnetic it is not actually magnetized. Before this pressed block is removed from the press, it is wrapped in a paper like wax paper and vacuum sealed to keep it from being exposed to oxygen. Protection from oxygen is critical in every phase of magnet production.
Isostatic Pressing
There are two (2) steps in the pressing process…. the first is magnetic field press, the second is an isostatic press to make the block of material more density and compact. This process takes only a couple of minutes and requires placement of the wrapped blocks of material in an oil-based press. Once inside the isostatic press, the pressure is built up to press the material together, so the magnetic properties are the best possible.
After pressing, the material is unwrapped in a controlled environment and placed into a sintering oven to turn the block from pressed powder into a solid block of material. During this process the time, temperature and ramp cycle is programmed very precisely. Also, this part of the process guarantees that the internal structure of the material is set. Once the sintering cycle is complete, a sample piece from several blocks in the lot will be taken and tested to validate the pedigree of the material.Sintering is a common process in powder metallurgy. The material is compressed at elevated temperatures (as high as 1080°C) below the material’s melting point, until its particles adhere to each other.

The solid block that have been pressed are heat treated in a sintering furnace. The density of the solid block prior to sintering is about 50% of true density but after sintering. The true density is 100% through this process the solid blocks measurement shrinks by about 70%-80% and their volume is reduced by about 50%. Aging the magnets after sintering adjusts the properties of the metals.
The starting point for any project is a drawing, and a magnet is no exception. With the sintering process complete and the pedigree of the material confirmed, it’s time to utilize the drawing to size and shape the part. This step involves cutting, grinding, wire EDM, and possibly other equipment to make the part per the drawing. The size, shape, and tolerance will determine the best machining processes needed, tooling required, and appropriate equipment to use.
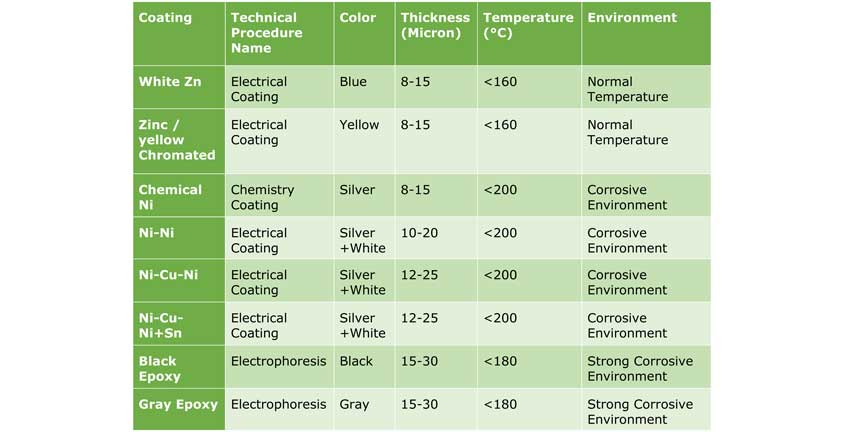
Most magnets are coated in Ni-Cu-Ni; however, the selection of the appropriate coating should be determined by the application. Start by determining the environment, temperature, and any other factor that may affect the magnet, and an appropriate coating can be decided.
At this point, the magnets having a “preferred” direction of magnetization, but they are not magnetized. They are placed in a fixture that will expose the magnet to a very strong magnetic field for a brief moment. It’s basically a big coil of wire surrounding the magnet(s). The magnetizing equipment uses bank of capacitors and a really huge voltage to get such a strong current for a brief instant.
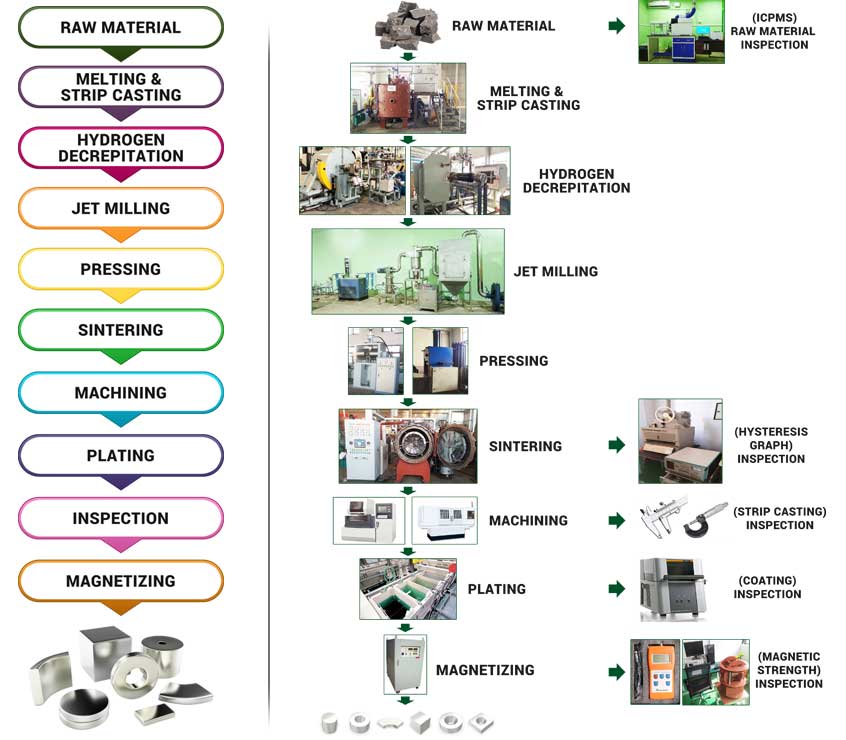
Raw Material - Using ICPMS to exam elements in raw material.

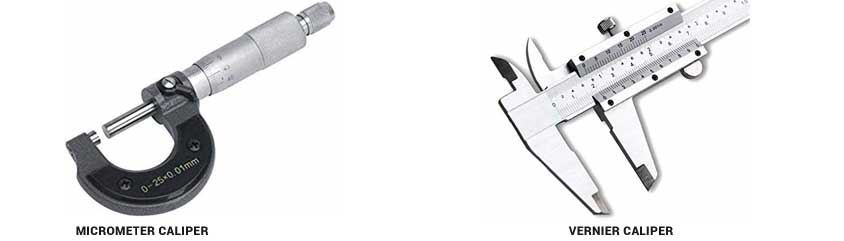
Strip Casting - Using caliper to exam the semi-finished magnet thickness, 100 pcs for each batch.
Milling - Monitor the oxygen level with oxygen detector. Analyzing the powder particle size and distribution with laser particle size analyzer.
Pressing - This process is also known as pressing, magnetizing orientation often been decided over this process. Oxygen detector is placed during the process to monitor the oxygen level inside of operating box.
Sintering - This process uses a gauge to ensure the vacuum inside of sinter furnace remains at the required level. The level will vary as the temperature inside the sinter furnace changes.
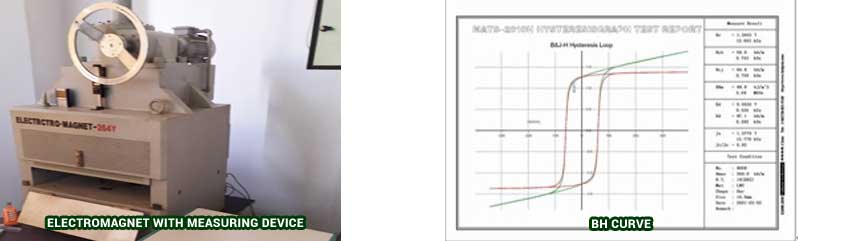
Hysteresis Graph – Permanent magnetic material measuring device, applicable to measure variety of permanent magnetic Ferrite, Alnico, Nd-Fe-B and SmCo, etc. Permanent magnet remanence (Br), Coercivity of HCB, Intrinsic coercivity and maximum energy product BH max magnetic parameters.
Coating – Using X-ray thickness tester to check the Coating thickness.
Magnetic Strength – Using gauss meter to check the magnetic field intensity.